

Whether it’s just for one element, or your entire product lifecycle, Fathom works with you.
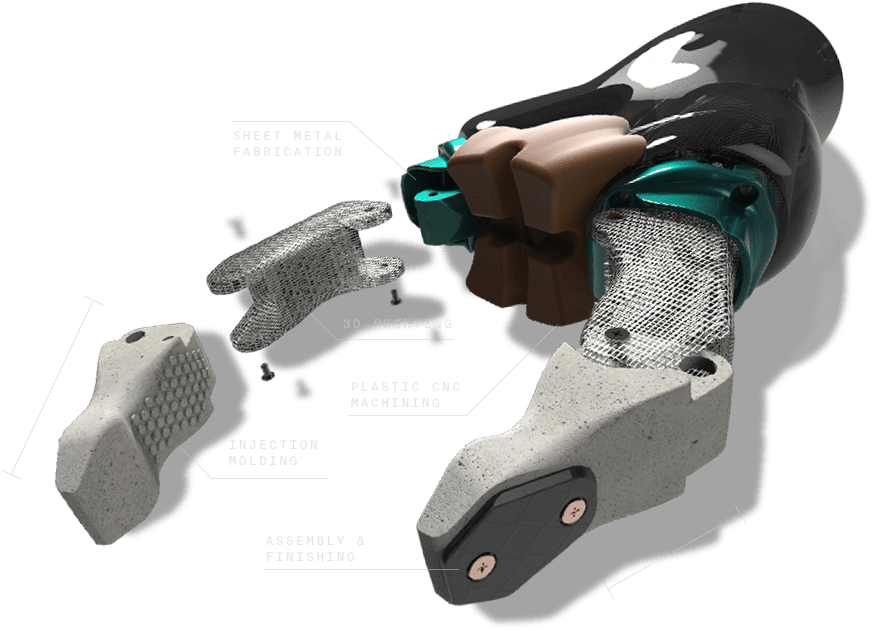
Utilize Fathom’s comprehensive suite of 25+ technologies.
Fathom will work with you to identify the BEST technology and processes alongside immersive engineering support.
Benefit From … //
- Faster Product-to-Market Timelines
- Seamless Project Continuity
- Supplier Consolidation
Whether it’s just for one element, or your entire product lifecycle, Fathom works with you.
Utilize Fathom’s comprehensive suite of 25+ technologies.
Fathom will work with you to identify the BEST technology and processes alongside immersive engineering support. Benefit From … //
- Faster Product-to-Market Timelines
- Seamless Project Continuity
- Supplier Consolidation
Additive Manufacturing //
- Polyjet, SLS, SLA, FDM, FDM, MJF, STEP, DMLS
- Design for Additive Manufacturing Guidance (DAM)
- Low-Mid-High-Volume Capabilities
- Parts As Fast As Next Day
- Value-Added Post Processing and Finishing
CNC Machining //
- Rapid Prototyping, Bridge-to and Production Capabilities
- Post Processing and Finishing
- 3 & 5-Axis Milling & Turning; Metal and Plastic Materials
Sheet Metal Fabrication //
- Small and Large Parts Capabilities
- Laser, Water Jet and Wire EDM Cutting
- Contract Manufacturing
- Photo Chemical Etching
Rapid Tooling + Injection Molding //
- Custom Plastic Injection Molding, Tooling, Compression Molding & DFM
- Domestic and International Fathom-Owned Sites
- Prototype and Production Molds
Urethane Casting //
- Create production quality parts (up to 200)
- Materials Mimic Production Thermoplastics Including ABS-Like, WaterClear, UL94 VO-Rated, Heat Resistant, Polypropylene-Like, Various Rubber Hardnesses, etc.
Assembly, Post Processing + Finishing //
- Sanding, Priming, Painting & Assembly
- Stock Components and Custom Artwork
- Full Finishing and Post Processing
Engineering + Design Support //
- Additive & Manufacturing Expertise
- Design for Manufacturing
- Advanced Prototyping
Quality Inspection //
- Climate controlled labs
- First article and non-contact inspections
- DCC, CMM & Laser Scanning
- PPAP / PQP Submittals
Real Customers.
Real Results.
Consumer goods to industrial products. Medical to government. Fathom works with a variety of industries with complex demands, like lead times, material needs and critical certifications.

Aerospace
PROJECT //
Full size mockups of aircraft interior assemblies
TECHNOLOGIES USED //
- Additive Manufacturing
- CNC Machining
- Ancillary Tech

Automotive
& EV
PROJECT //
High-complexity quick-turn automotive bridge to production
TECHNOLOGIES USED //
- Additive Manufacturing
- Precision Sheet Meal
- Design & Enginnering
- Ancillary Tech

Government
& Defense
PROJECT //
High-complexity missile mockup
TECHNOLOGIES USED //
- Additive Manufacturing
- CNC Machining
- Design & Engineering
- Ancillary Tech

Industrial
PROJECT //
Functional generator prototype for testing
TECHNOLOGIES USED //
- Additive Manufacturing
- Precision Sheet Metal
- CNC Machining
- Ancillary Tech

Medical
PROJECT //
Bridge-to-production for medical incubator
TECHNOLOGIES USED //
- Additive Manufacturing
- Injection Molding
- CNC Machining
- Design & Engineering
- Ancillary Tech
7
of the Top 10 Fortune 500
aerospace and defense companies
choose Fathom Manufacturing*
8
of the Top 10 Fortune 500
industrial companies
choose Fathom Manufacturing*
9
of the Top 10 Fortune 500
companies in the world
choose Fathom Manufacturing*
*Excluding service companies
Real Customers.
Real Results.
Consumer goods to industrial products. Medical to government. Fathom works with a variety of industries with complex demands, like lead times, material needs and critical certifications.
Aerospace
PROJECT //
Full size mockups of aircraft interior assemblies
TECHNOLOGIES USED //
- Additive Manufacturing
- CNC Machining
- Ancillary Tech
Automotive
& EV
PROJECT //
High-complexity quick-turn automotive bridge to production
TECHNOLOGIES USED //
- Additive Manufacturing
- Precision Sheet Meal
- Design & Enginnering
- Ancillary Tech
Government
& Defense
PROJECT //
High-complexity missile mockup
TECHNOLOGIES USED //
- Additive Manufacturing
- CNC Machining
- Design & Engineering
- Ancillary Tech
Industrial
PROJECT //
Functional generator prototype for testing
TECHNOLOGIES USED //
- Additive Manufacturing
- Precision Sheet Metal
- CNC Machining
- Ancillary Tech
Medical
PROJECT //
Bridge-to-production for medical incubator
TECHNOLOGIES USED //
- Additive Manufacturing
- Injection Molding
- CNC Machining
- Design & Engineering
- Ancillary Tech
7
of the Top 10 Fortune 500
aerospace and defense companies
choose Fathom Manufacturing*
8
of the Top 10 Fortune 500
industrial companies
choose Fathom Manufacturing*
9
of the Top 10 Fortune 500
companies in the world
choose Fathom Manufacturing*
*Excluding service companies
What to Expect When You Work with Fathom

Comprehensive
Capabilities

High-Touch
Engineer Support

Unified Customer
Experience

Rapid Turnaround
Times
You shouldn’t have to choose between high quality parts or accelerated time-to-market from a manufacturing partner.
At Fathom, we strive for best-in-class and prove it with our highly skilled staff, our investments into technology, our wide-scope of capabilities and unapologetic commitment to our customers.

Prototyping
Innovate, iterate, re-iterate, validate until your R&D project needs are fulfilled. Fathom experts will support your in-house team to get you the BEST outcomes accelerating your time to market.

Design for
Manufacturability
Fathom’s in-house production capabilities are paired with a large network of specialists. You can depend on our knowledge and resources to inform key design decisions-especially manufacturing nuances for your specific project and we can carefully identify risks and optimize costs earlier in development and effectively meet challenging manufacturing demands.

Production
When your products are manufactured by us, you will benefit from our uncompromised commitment to quality. We strive to be the highest quality supplier of your parts or project with expert engineering support every step of the way. Download our linecard »

Post-Processing
Our finishing and assembly services will skyrocket your parts to production quality for a complete and finished look. We offer complete finishing and final assembly services in-house—creating turnkey finishing services that are flexible, quality-driven and cost-efficient.


Procurement &
Supply Chain Solutions
We will meet your stringent procurement requirements for contract manufacturing, single and multiple parts production. We have multiple certifications and highly unique service offerings with an acutely talented engineering team.
Committed to Quality & Security
Ready for your high-quality, compliant projects.

AS9100:2016
Certified

ISO 9001:2015

ISO 13485
Certified

ITAR
Registered

NIST 800-171
Compliant
Fathom maintains several certifications across our nationwide manufacturing network to ensure all parts are produced to exacting specifications and requirements. Talk to an Expert to kick off your specialized project today!