3D Printed Nasopharyngeal Swabs For Accelerated COVID-19 Testing The FAST spiral swab was perfected over 25 iterations in 35 days with clinicians…

3D Printed Nasopharyngeal Swabs For Accelerated COVID-19 Testing The FAST spiral swab was perfected over 25 iterations in 35 days with clinicians…




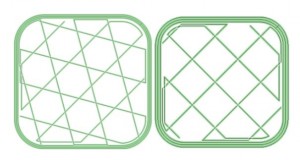
Lattice Design Using Rhino and Grasshopper The Fathom team is excited to introduce Crystallon, an open source project for creating lattice…

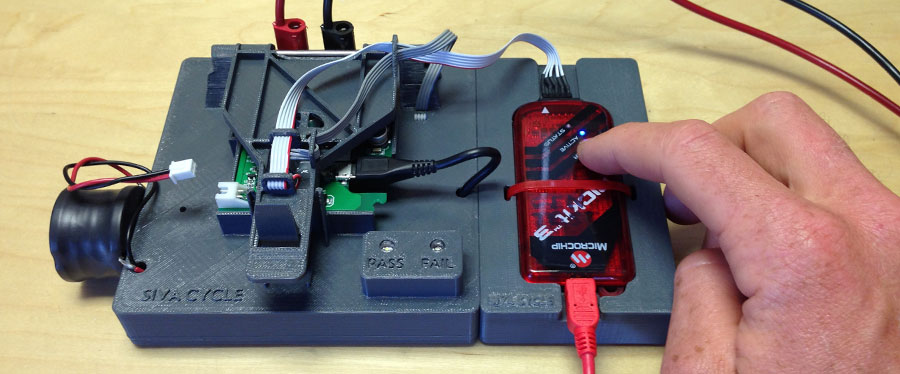
White Paper / / Featured Write-Up Following a webinar and white paper on 3D printing jigs and fixtures, Siva Cycle…

Direct Digital Manufacturing (DDM) – Fathom 3D printing has traditionally only been thought of during the prototyping phase of product…
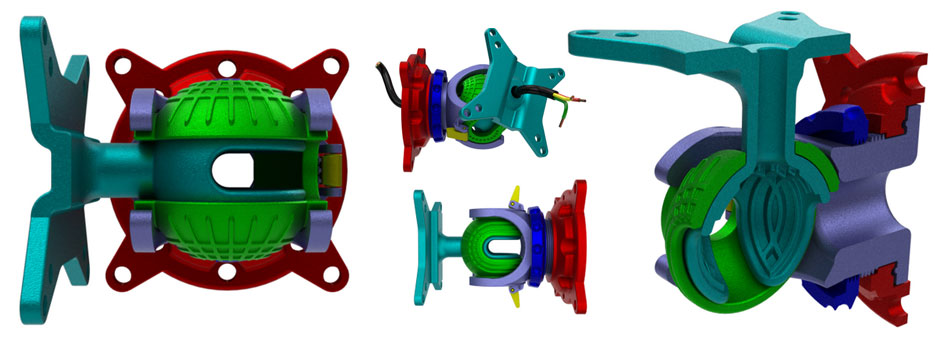
3D Printed Electromagnet / / 3D Printed Coil – Fathom Electronics designers and engineers are in a race to develop…


3D Printing for American Decathlete Brooks Running and Fathom came together this summer to prototype a pair of personalized sprinting shoes…










Make The Unmakeable Champion Fathom and GrabCAD are proud to announce Casey Rogers, leader of a student run makerspace out of UC Berkeleys…

3D Printed Headphones for the Runway Monster is the world’s leading manufacturer of high performance cables for audio/video components used in…
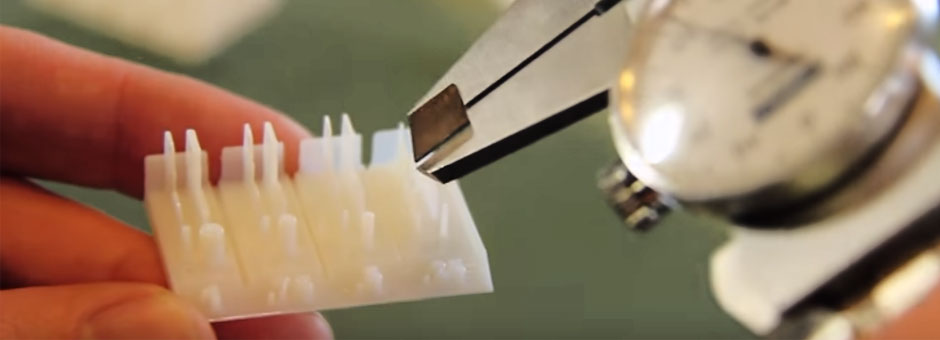
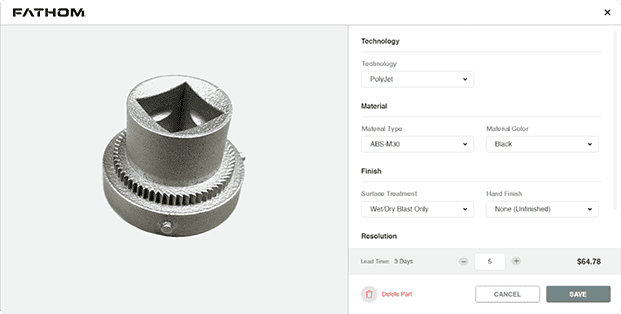
High-Resolution 3D Printing Small Parts in PolyJet High-resolution 3D printing is in high demand. The ability to form complex geometries…

The Coolest Cooler Kickstarter / / Advanced Prototype Fabrication COMPLEX 55-PART ADVANCED ASSEMBLY IN DAYS — The Story Behind the…
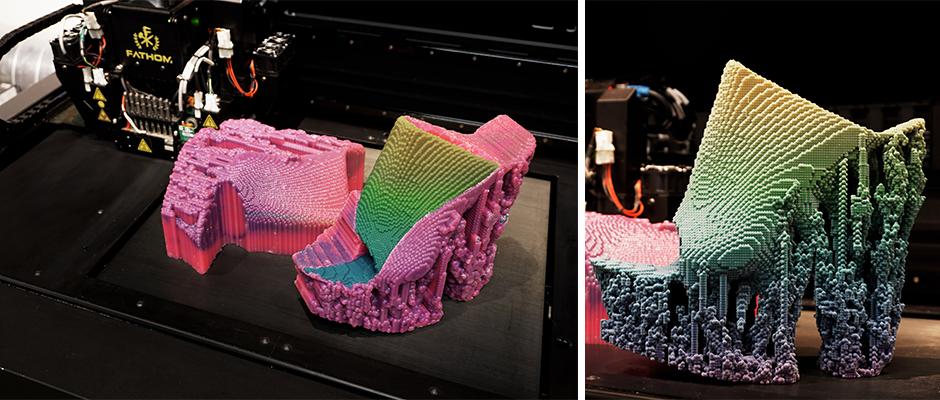
How-To / / 3D Printing Topography A newly updated plugin for Grasshopper allows users to create high resolution 3D topography…

#CAST: A Difference in Making When it comes to customization and low-volume production, 3D printing offers unparalleled advantages to legacy…
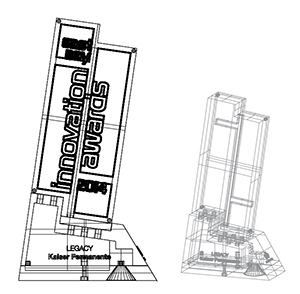
3D Printing East Bay Innovation Awards For a second year in a row, Fathom took on the challenge of creating…

Keynote at OctoberBest: Oct 7 The NEDME team was thrilled to have Dylan Oliver—Fathom’s General Manager at its Seattle-based production…
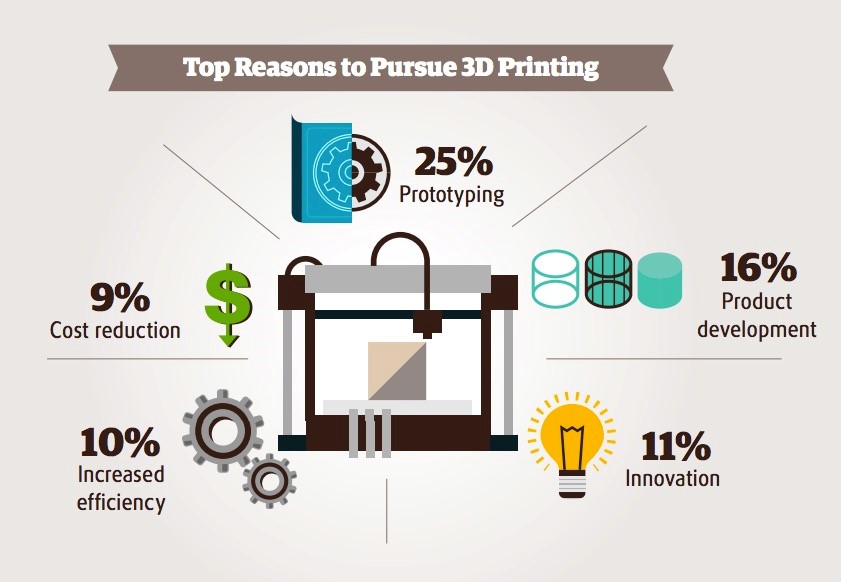
3D Printing Industry Report: $21B+ By 2020 3D Printing Industry Study Projects Rapid Growth, Offers Insight on Current 3D Printing…
3D Printing Hits Runway—MFA Boston The Museum of Fine Arts Boston is one of the worlds foremost curators of the…

2017 East Bay EDA Innovation Awards For the fifth consecutive year, the East Bay EDA Innovation Awards ceremony featured 3D printed…

2nd 3D Printed Photo Giveaway Fathom is honored to have been recognized for a number of awards throughout 2015. Uniquely…
3D Printed Photo / / How to 3D Print Lithophanes in 4 Steps A 3D printed photograph (or lithophane) is…

3D Printing Photographs + Contest In celebration of Fathom’s second year on Inc. Magazine’s annual list of America’s Fastest-Growing Private…

Prototyping a Category-Defining Design: Outdoor Pour-Over Coffee Prototyping a Category-Defining Design—Outdoor Pour-Over Coffee Boco Founders Travis Johnson and Joel Bebo…

Marine Innovations Through 3D Printing Fathom’s unique combination of concept development support and advanced manufacturing services bring a product from its…

Fathom Engineering + Clearly Improves Eyesight Clearly is a non-profit organization that grapples with the question: how can the whole…

Fathom’s 4th Year on Inc. 5000 Continued Growth in Advanced Manufacturing Ranks Fathom on Inc. 5000 List of Fastest-Growing…

2017 Kickoff / / Rise & Shine Following Fathom’s best year ever in 2016, the team has set its sights…

Generative Design / / Fathom Awards Each year, the employees of Fathom come together to recognize and honor our most…

5th Grader Designs His 3D Printed Arm Fathom Design and Engineering Teams Help Fifth Grader Create Custom Prosthetic for Kayaking, Swimming…

Fathom in Fortune Magazine Fathom’s Year-Over-Year Growth Earns Ranking on ICIC’s Annual List as Published in FORTUNE—Third Year Straight on List…

30 Influential Women in Additive Fathom Co-Founder Michelle Mihevc was recently recognized on All3DPs list of 30 Most Influential Women in 3D…

Indiegogo / / Fathom’s 6-Step Guide Fathom recently created a six step guide for young companies looking to move from…
Mihevc Featured in Disruptive Magazine Michelle Mihevc, a principal at Fathom, sat down with Disruptive Magazine writer and 3D printing insider Rachel Park to…

LLNL Advanced Manufacturing Lab / / Developing Next-Gen Materials Fathom Partners with LLNL & Local Leaders in Collaboration for Developing Next-Generation Materials Lawrence…
Press Release / / Managed Services Fathom Offers Specialized On-Site Managed Services for Additive Manufacturing Equipment // 3D Printing Expert Augments…

Partnering for Success with LLNL Lawrence Livermore National Laboratory (LLNL) recently hosted an “Advanced Manufacturing—Partnering for Success” workshop that featured LLNLs…

Rapid Prototyping—Wearables TechCon Wearables TechCon + the IOT TechCon at the San Jose Convention Center July 18-20 will feature some…
Scaring Up a Spooky Stop Motion Film Fathom & Athena Studios Combine Artistry, 3D Printing and Urethane Casting Techniques for Stop Motion…

SF Design Week / / Fathom Designer Fathom Industrial Designer Ava DeCapri is up for any design challenge, having worked on…
Modular Logistics Vehicle (MLV) with Additive Manufacturing The Fathom team is excited to share a collaborative project for the United…

National MFG Day Oct 3rd Fathom Celebrates National Manufacturing Day on Friday, October 3rd3D Printing Expert and Inc. 5000 Honoree…

Mihevc Named Influential Woman Congratulations to Fathom Co-Founder and Principal Michelle Mihevc for being honored by the San Francisco Business Times…

3D Printed Trophies for 2019 East Bay Innovation Awards Celebrating East Bay Innovation with 3D Printed Trophies For the seventh…
3D Printing Winged Victory Statue 3D Printed Winged Victory Statue Fathom The statue Winged Victory of Samothrace is one of…

Panel on Prototyping Wearables At the upcoming Wearables & IOT TechCon in San Jose, Fathom Advanced Technology Manager Michael Duncan…
Make the Unmakeable #1: Q&A Fathom is challenging all creative professionals to think differently about how they design, prototype and…

Inaugural UW 3D Printing Symposium Fathom Partners with UW Research Initiative for 3D Printing Forum The University of Washington 3D…

Q&A Interview with Dylan Oliver Our team announced this week that our Washington-based office is moving to a new location…

3D Printing for Medical Packaging / / Medical Packaging Products 3D Printing for Medical Packaging—Shifting the Design Cycle Universal Protective…

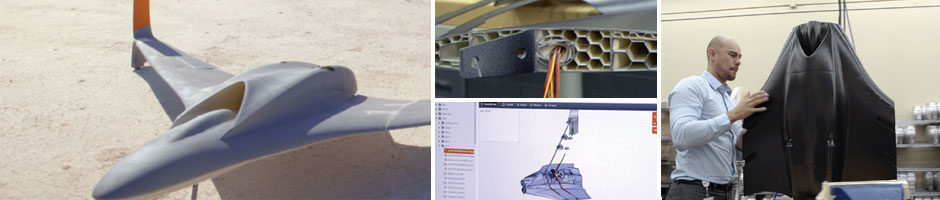
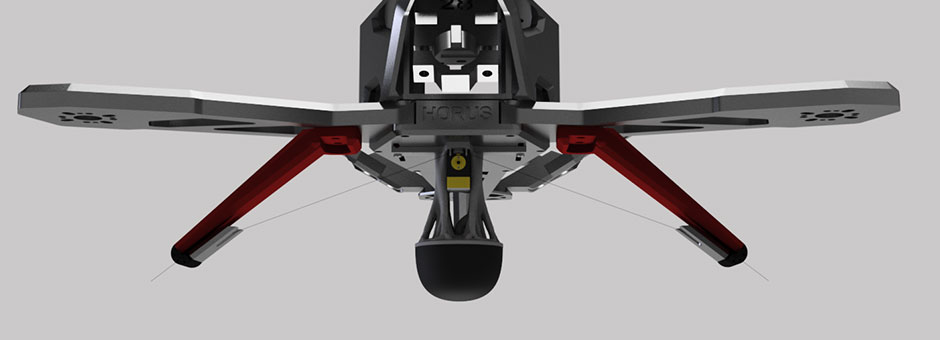
3D Printing Drones: Q&A with Designer Fathom sat down with Sherif-George Manganas, creator of the drone featured in the third…

Digital Manufacturing Data Analytics Software Fathom Acquires Proprietary Data Analytics Software for Digital Manufacturing —Company Continues to Invest in Business…

2016 East Bay Innovation Awards Fathom Creates 3D Printed Innovation Awards Trophy, Serves as Judge for Finalists For the 4th…
The 2018 Innovation Awards For the sixth consecutive year, the East Bay EDA Innovation Awards ceremony featured trophies created by the Fathom…

Creating the MTUC 2015 Trophy Introducing the 2015 trophy for the inaugural Make the Unmakeable Challenge by Fathom and SolidProfessor…
3D Printing White Paper—Aerospace Aerospace is an influential industry, with a long history of leading the pack as an early…

3D Printing Medical Applications & Material Selection For more than a quarter of a century, Stratasys has been a trusted…

3D Printing Integrated Into Aircraft Production – Fathom 3D Printing Integrated Into Aircraft Production—DDM Strategy Paying Dividends for Airbus In…

3D Printing Wearable Electronics “Fathom provided a true partner experience for us. Don’t just look for a vendor, look for…

PolyJet Fixtures / / 3D Printing Jigs & Fixtures Application Story On production floors worldwide, people depend on jigs and…

#AUDesignChallenge Winner Anne Pauley Congratulations to Fathomer Anne Pauley for winning first place in a recent, 4-week-long challenge hosted by…

Featured Part / / Annual Fathomer Awards Making Fathom’s Generatively Designed 3D Printed Employee Awards Each year, the creative minds on…

Student Donates to UC Berkeley UC Berkeley Student and Make The Unmakeable Challenge Champion Donates Grand Prize 3D Printer to…

Running Faster with 3D Printing “Run Happy” is more than a slogan at Brooks Running—it’s a state of mind. “Everyone…
Fathom’s Expanded SLS Capability Fathom’s SLS Production Capacity Increases 650% With Fathom’s recent announcement of its acquisition by CORE Industrial…
FATHOM Branding / / From Concept Consulting to Design to Production We crafted an entirely new corporate and visual identity…
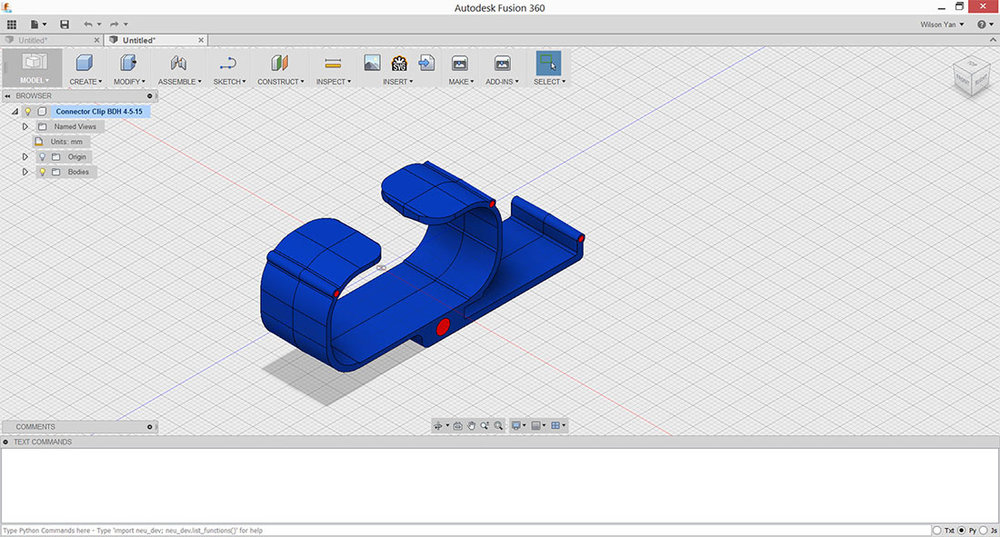
Fathom + Autodesk Fusion 360 Plugin Quote for Rapid 3 Printing Fathom Launches Rapid 3D Print Quoting Plugin for Fusion…

New Paradigm for Women’s Health Oakland Startup Uses 3D Printing to Develop Product that Ends Uncertainty in Women’s Health Diagnoses…

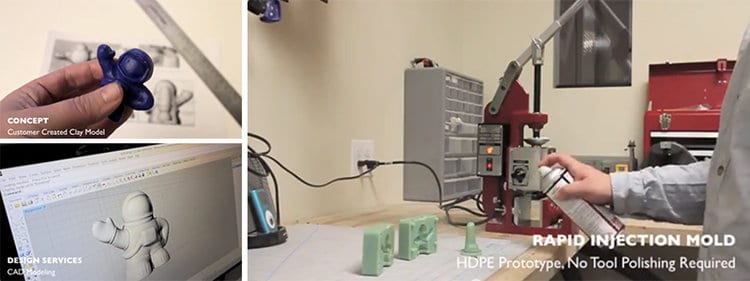
Doblet Goes From 3D Printing to Injection Molding Doblet Goes From 3D Printing to Injection Molding—Faster Iterations and Better Development For…
Agilus30 for Stratasys Machine Owners The Agilus30 family of PolyJet-based materials by Stratasys, made up of Agilus30 Clear and Agilus30 Black,…
Composite Tooling Design: Guide to Materials & Manufacturers Last year, the team at Stratasys launched an FDM-focused composite tooling design…

Featured Part / / Mounting Bracket Utilizing Topology Optimization to Reduce Material Per Part by 72% In this featured post,…

Form, Fit, Function Medical Device / / SLA Prototyping 3D Printing & Rapid Prototyping Handheld Medical Device / / Evaluating…

HP Multi Jet Fusion Services / / Multi Jet Fusion System FAQ Frequently Asked Questions—HP Multi Jet Fusion Services By…

Make the Unmakeable #1: Winner Q&A From February 24th through May 4th, Fathom partnered with GrabCAD to host the first of…
Make the Unmakeable #2: Winner Q&A From May 4th through June 15th, Fathom partnered with GrabCAD to host the second of three challenges…

Guest Speaker Brian McLean of LAIKA On display until May 20th, many puppets, props and sets from four incredible LAIKA films are part…
Make the Unmakeable #3: Winner Q&A Fathom partnered with GrabCAD and SolidProfessor in hosting the third round of the 2015 Make…
Material Spotlight / / Nylon 12CF FAQ Nylon 12CF on FDM-based Stratasys equipment is a carbon-filled thermoplastic with excellent structural characteristics.…

Material Spotlight / / Agilus30 FAQ Agilus30 is a PolyJet material released earlier this year from Stratasys and it is…

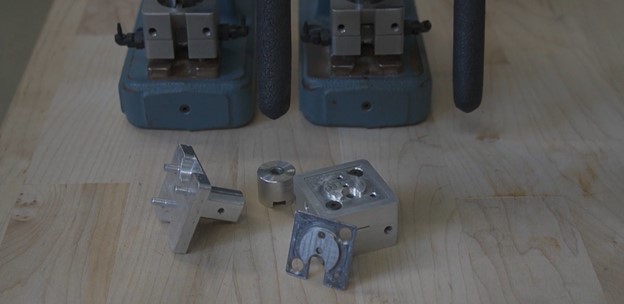
FDM Materials at Fathom Three of the Most Used FDM Materials Fused Deposition Modeling (FDM) is one of the most…

New PolyJet Soluble Support New soluble support material works on PolyJet’s advanced triple-jetting 3D printers—SUP706 dissolves away from complex models…
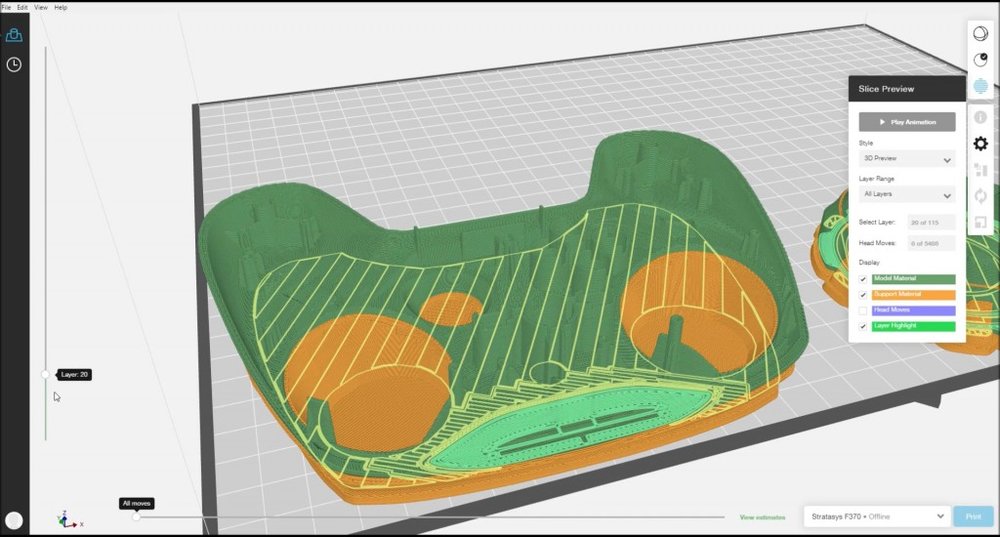
Streamline with GrabCAD Print Accompanying the launch of the Stratasys F123 3D Printer Series, new GrabCAD Print software simplifies the…
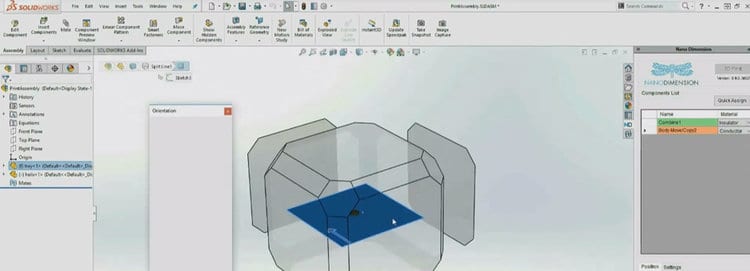
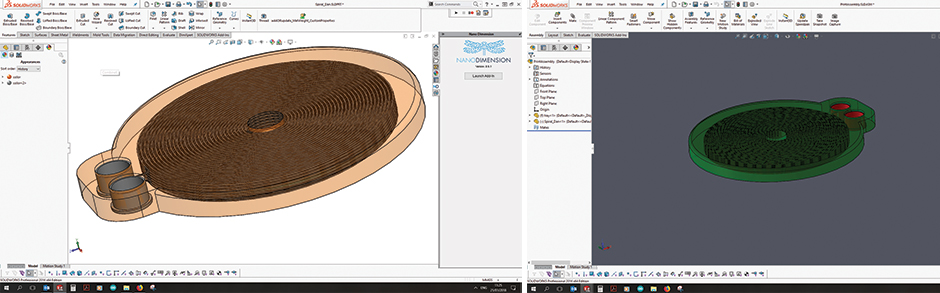
SOLIDWORKS Add-In / / 3DP Circuitry The Nano Dimension team recently introduced a SOLIDWORKS add-in to further elevate the additive manufacturing of PCBs (printed…
PEKK Material Option for FDM / / PEKK FAQ Just last year, the Fathom production team began offering carbon-filled Nylon 12…

Q&A Interview with Hendric Vogel Fathom is more than a company driven by advanced technologies that enhance the product development…

3D Printing & Scanning Replicas of Michelangelo Works In honor of Michelangelo’s birthday on March 6th, Fathom is thinking about…
Matte vs. Glossy / / Finishing Options for PolyJet Parts Are you unsure of whether to choose matte or glossy…
Fathom’s design team is always searching for and thinking up ways to optimize additive manufacturing methods and solve real world problems.…

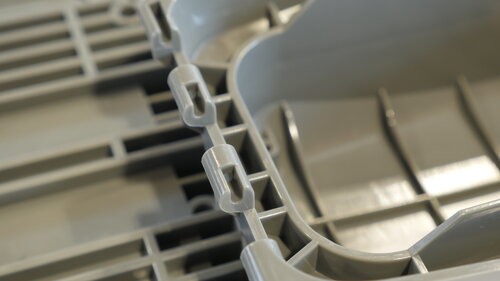
3D Printing Scaled Industrial Assemblies High-quality models that perfectly imitate a real product can generate greater engagement than just a…
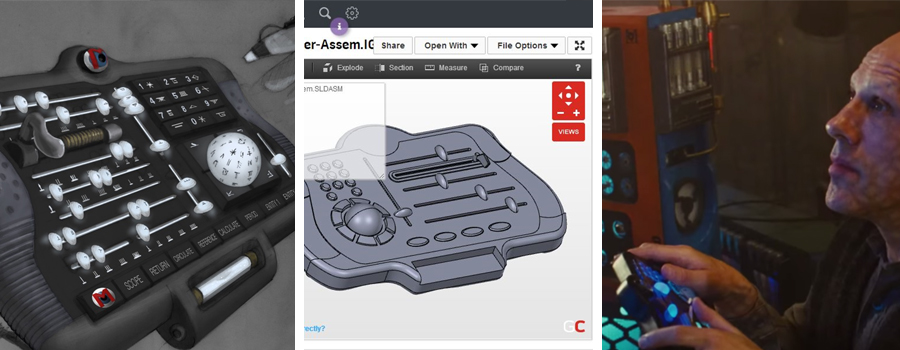
3D Printing Movie Props, Zero Theorem North Design Labs worked with Fathom to quickly go from a concept to a…

Custom 3D Printed Shoes / / 3D Scan Data, The Future of Retail Seattle-based product development firm, came to Fathom…

Fathom Ranked NO. 2 by Inner City Fathom among ICIC and FORTUNE’s Inner City 100 winners Annual ranking showcases the…

3D Printed Prosthetic Hand / / Helping Hand for Isabella Getting 3D Printed Prosthetic Hand Inspires Young Girl’s Curiosity in…

Engineering & Design Services FAQ – Fathom The Engineering & Design Team at Fathom is a unique group of experts with industry-leading additive…
3D Printing 2015 Innovation Awards Each year, the EDA’s East Bay Innovation Awards recognize and celebrate significant contributors to the…
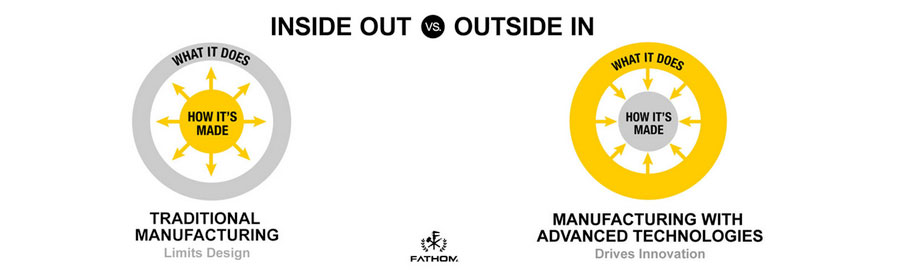
Death of the Assembly Line / / The 3rd Industrial Revolution Rebirth of “Made in the USA” The First Industrial…

Objet500 Connex3 for Product Design Vivid color 3D printing is just one of many capabilities available on the Objet500 Connex3.…

Model Finishing for 3D Printing / / 3D Printed Computer Mouse A variety of post-processing techniques can be applied to…

3D Printed Parts for Siva Cycle Kickstarter Project “I came to Fathom because they were close, convenient and competitively priced.…
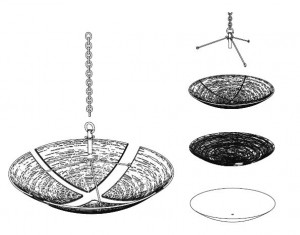
3D Printed Chandelier & Industrial Design – Fathom “This project was an investigation in using digital tools and additive manufacturing…

Q&A Interview with Randall Oglesby The people on the support team at Fathom are not only experts with using professional…

Emerging Manufacturer of 2015 Seattle Business magazine honored Fathom, among 18 other pioneering companies at their annual Washington Manufacturing Awards…

National MFG Day Highlights 3D Printing Additive Manufacturing Production Center in San Francisco Bay Area One of 840 Events Focused…

Not Your Ordinary Slinky One of our most popular posts on social media this month was of a slinky, but…

3D Printing With ULTEM 1010 STRATASYS ANNOUNCES ULTEM 1010 FOR FORTUS 900MC ULTEM 1010’s strength and thermal stability make it…

Fathom Expands in Oakland Fathom Expands its Oakland Facility to Meet Its Customers’ Growing Needs for Advanced Prototyping and Low Volume…

Speaker of Inspiration: Challenge #1 The first challenge of the Make the Unmakeable contest calls for creative solutions to New…

Prototyping For Compost “I can tell that quality is interwoven into everything Fathom does, it’s really amazing to see and…

Simulated Polypropylene Photopolymer A new material has arrived for Stratasys 3D printers — Endur RGD450 is a general purpose, high-toughness material…

Ideation to Distribution—Expert Q&A How do you successfully take your idea to market? Even large companies that have been household…
Flexible and Rigid Color Palettes Stratasys has introduced ten new palettes available for Connex3 technology, expanding the Connex3 digital material…

Second Year on Inc. 5000 Fathom Celebrates Second Year on Inc. Magazine’s Annual List of America’s Fastest-Growing Private Companies3D Printing…

Passion for Cycling + 3D Printing Each year, Sea Otter Classic takes place in Monterey, California—not far from Fathom’s Oakland…

Stratasys Blogger Visits Fathom, Digital ABS Material Workshop Fathom recently hosted a digital ABS material workshop where San Francisco Bay…

MakePartsFast.com Q&A: Tips on Making the Best Use of 3D Printers In a recent interview with Fathom’s Principal Rich Stump…

Technology Partnership Announcement Fathom and Lawrence Livermore National Lab Join Together in Technology Partnership 3D Printing and Additive Manufacturing Company Partners…

[ NEWS ] 3D Printed Prosthetics Fathom is pleased to share exciting coverage on the team’s work with Isabella, who…

How to 3D Print Ornaments / / Custom Holiday Ornament In the spirit of the holiday season, the Fathom team…

3D Printing The Wizard of Oz Inspired by the new multi-material color 3D printing available on the Objet500 Connex3 and…
GrabCAD + Fathom Webinar Sept 17 GrabCAD & Fathom Host Webinar on How Cloud-Based Product Data Management (PDM) and…

3D Printing Casts / / 3D Printed Arm #CAST In The Making Breaking a bone is never fun. But Mike…

Bay Areas Tech for Good Award Fathom RECOGNIZED AT 2015 TECH & INNOVATION AWARDS— San Francisco Business Times honors the…

“As an organization working to highlight the East Bay’s remarkable assets and advantages for innovative companies, East Bay EDA knew…

PolyJet Project / / 3D Printed Models for Oakland’s Mayor 3D Printed Models For Oakland’s Mayor Symbol of Oakland’s Innovative…
Webinar: 3D Printing Jigs & Fixtures In this conversational webinar recorded on March 19 at 9:00 AM PST, Fathom interviews…

2019 Kick-off / / Be Better Than Yesterday Fathom’s annual kick-off—held January 3rd and 4th of this year—is an essential…

Working Together is Success We wanted to tell a story while demonstrating the unique capabilities of Objet500 Connex systems, such…
Gamifying + 3D Printing = Robodub Every day, Fathom collaborates with extraordinarily creative customers to prototype and fabricate innovative new products.…
Motley Fool Connects with Rich Stump During the Inside 3D Printing Conference in New York City back in March, Steve…

[ NEWS ] 3D Printed Smart Oven “Fathom has harnessed thermal heat. They have mastered digital design with the use…

Q&A Interview with Colin Caufield Fathom is continually expanding, welcoming new faces and redefining roles for those who have been…

Patent Issued For On Demand Platform + Inc 5000 Ranking PATENT ISSUED FOR ON DEMAND DIGITAL MANUFACTURING PLATFORM + Continued…

Connecting Industrial 3D Printing Manufacturing To Help the Medical Community Jump To Form * This page will be updated with…
Changing the Way Products are Designed, Prototyped & Manufactured Being on the forefront of testing emerging additive technologies for prototyping…

Featured Part / / Innovative Robotics With MJF Print-in-Place Mechanical Assemblies for Accelerated Innovation Redesign of Robotic Assembly / /…

Location / / Fathom Headquarters / / Hartland, WI Three companies, FATHOM, Midwest Composite Technologies (MCT) and ICOMold have combined…
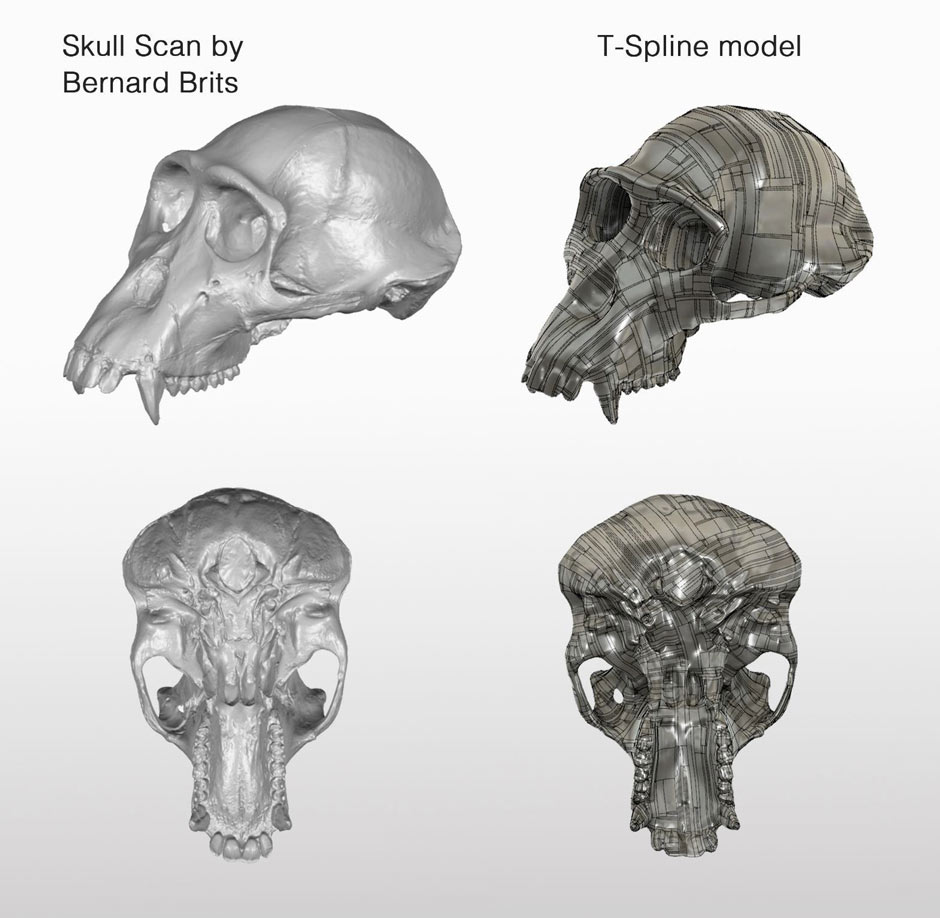
Fathom Step-By-Step Tutorial—How to Convert a Mesh or Scan Data Into a Workable T-Spline In this tutorial, Fathom Research Associate,…
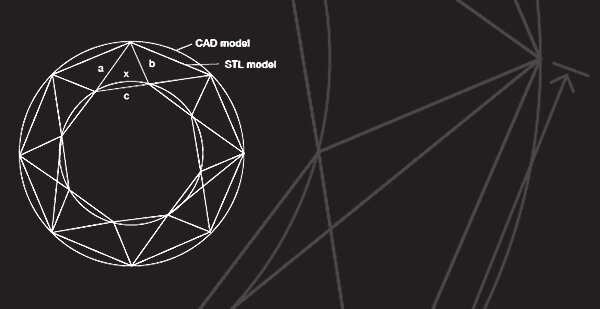
60% of CAD users say STL file prep and repairs are the biggest challenges for engineers when preparing files for…

3D Printing Prototypes: Form, Fit and Function Learn more about Form, Fit and Function for 3D printing prototypes with Account…

3D Printing Michelangelo ANCIENT ARTISTRY OF METAL CASTING — Transformed by Advanced 3D Printing & 3D Scanning The Thinker. David. Bacchus. Pietà. Michelangelo’s…

How To 3D Print Assemblies With Moving Parts with Alexei Samimi, Mechanical Engineer at Fathom As 3D printing becomes increasingly…
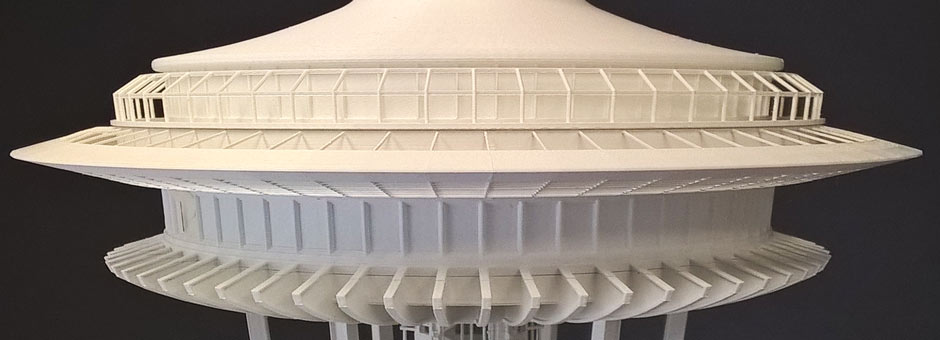
3D Printed Replica Models of Seattle’s Space Needle 3D Printing Perfect Replicas of Seattle’s Space Needle Fathom partnered with the Seattle…

Fathom Announces It Has Been Acquired by Core Industrial Partners. Fathom to Become One of the Largest Privately Held Digital…

Hartland, Wis., November 10, 2020 In 2020, four legacy companies – FATHOM, Midwest Composite Technologies, ICOMold and GPI Prototype –…

Fathom Expands Domestic Tooling & Injection Molding Capabilities We are delighted to welcome Summit Tooling, Inc. and Summit Plastics,…


On-Demand Inventory with DDM Additive manufacturing has transformed the landscape of production, better enabling business agility in manufacturing with additional…




At Fathom we offer a unique advantage of speed and agility-our experts help companies go from concept to prototype to manufacturing in ways not previously possible.
| 90+ Machines | |
| SLS / / Two-day | SLA / / Next-day |
| FDM / / Next-day | DMLS / / Three-day |
| PolyJet / / Same-day | MJF / / Two-day |
| 30 Second Quotes |
| Prototype Tool / / As soon as 10 days |
| 10K Parts / / 10 days |
| Production Tool / / As soon as 3 weeks |
3 & 5 Axis Milling & Turning
(Plastics, Composites and Metals)
Tolerance Accuracy Range
from +/-0.001″ to 0.005″
Injection Molding Adjacent
without High Costs of Metal Tools
Most Commonly Used for High-Volume
Prototyping & Bridge to Production
Finishing, Production Painting and Color Matching
Assembling, Including Embedded Electronic
Components, Threaded Inserts, and More
Highly Trained Staff / / Full-Time & Part-Time
Support as Short-Term & Long-Term Strategy
Decrease Downtime with Customizable
Staffing Accelerates Implementation
Let’s get started.
Fathom is driven by advanced technologies and methods that enhance and accelerate today’s product development and production processes.
Precision manufacturing
from coast to coast.
HEADQUARTERS //
1050 Walnut Ridge Drive
Hartland, WI 53029
877-328-4668
ARIZONA
444 W. 21st St. Ste. 101
Tempe, AZ 85282
480-966-2300
CALIFORNIA
46758 Lakeview Blvd
Fremont, CA 94538
COLORADO
7770 Washington St.
Denver, CO 80229
303-288-6855
FLORIDA
14000 N.W. 58th Court
Miami Lakes, FL 33014
305-889-3280
ILLINOIS
1207 Adams Drive
McHenry, IL 60051
815-385-7500
1401 Brummel Ave
Elk Grove, IL 60007
847-952-8088
MINNESOTA
13758 Johnson Street NE
Ham Lake, MN 55304
763-755-7575
NEW YORK
1920 Slaterville Rd.
Ithaca, NY 14850
607-277-7070
401 W. Shore Blvd.
Newark, NY 14513
315-331-7680
TEXAS
1513 Sam Bass Rd.
Round Rock, TX 78660
512-255-1477